
A Systematic Review of Battery Recycling Technologies: Advances, Challenges, and Future Prospects
Abstract
:1. Introduction
2. Overview of Battery Types
2.1. Primary Batteries
- Alkaline batteries are one of the most widely used primary batteries, containing manganese dioxide as the cathode, zinc powder as the anode, and an alkaline potassium hydroxide electrolyte [1,18,21,22]. They offer high energy density, stable voltage output, long shelf life (5–7 years), and tolerance to high-drain devices. They are commonly used in flashlights, remote controls, toys, and other portable electronics [1].
- Zinc–carbon batteries, also known as carbon–zinc or dry cell batteries. They contain a zinc anode, a carbon cathode, and an electrolyte gel [1,2,22]. Zinc–carbon batteries are inexpensive, deliver 1.5 V voltage, and have a shelf life of 5 years [1,22]. Their low energy density makes them suitable for low-power devices, like remote controls, toys, radios, and smoke detectors [1,2].
- Lithium primary batteries use lithium metal as the anode and have non-aqueous organic electrolytes [17]. Lithium batteries offer high energy density, 3 V voltage, wide temperature operation (−55 to 150 °C), and long shelf life (10–15 years) [17,20]. They are commonly used in watches, calculators, thermometers, cardiac pacemakers, and other specialty applications [1,17,20]. Popular chemistries are lithium–manganese dioxide (LiMnO2) and lithium–iron disulfide (LiFeS2) [1,17].
2.2. Secondary Batteries
- Lead–acid batteries are one of the oldest and most mature rechargeable battery technologies [1]. They consist of lead electrodes immersed in a sulfuric acid electrolyte. Lead–acid batteries are known for their high power output and affordability, making them ideal for certain applications, such as automotive starting batteries, backup power systems, and uninterruptible power supplies (UPS). However, they have low specific energy (25–50 Wh/kg) and a limited lifecycle (500–2000 cycles) [1,2].
- Nickel–cadmium (Ni-Cd) batteries use a nickel oxide hydroxide cathode, metallic cadmium anode, and alkaline potassium hydroxide electrolyte [1,2,20]. NiCd batteries offer robust cycle life (>2000 cycles), high power delivery, tolerance to overcharging/deep discharging, and operation at low temperatures [1,2]. They are commonly used in power tools, emergency lighting, radio-controlled toys/models, and cordless appliances, and they have a specific energy of 30–80 Wh/kg [1,2]. However, cadmium toxicity has resulted in a restriction in their overall use [17].
- Nickel–metal hydride (Ni-MH) batteries are an improvement over Ni-Cd batteries while, at the same time, eliminating the use of toxic cadmium. They use a hydrogen-absorbing alloy as the negative electrode and a nickel oxide hydroxide as the positive electrode, with a potassium hydroxide electrolyte. NiMH batteries offer good high-temperature tolerance, lower self-discharge than NiCd, good tolerance to overcharge/discharge, and offer a higher specific energy of 40–120 Wh/kg. However, this type of battery still faces challenges in terms of high cost, poor low-temperature performance, and high self-discharge [1,2]. Ni-MH batteries have found widespread use in hybrid electric vehicles (HEVs), portable electronics, and renewable energy storage systems [2].
- Lithium-ion (Li-ion) batteries, first commercialized in 1991 [17], are one of the most popular modern rechargeable batteries due to their high energy density, efficiency, cycle life, and versatility [1,2,17]. Li-ion batteries use layered lithium compound cathode and graphite anode materials that allow lithium-ion intercalation. Different chemistries are utilized, such as lithium nickel cobalt aluminum oxide (NCA) and lithium iron phosphate (LiFePO4) [17]. Their advantages include high specific energy (80–265 Wh/kg), high cell voltage (3.6–3.7 V), long cycle life (1000–3000 cycles), and low self-discharge [1,2,17]. They are widely used in consumer electronics, electric vehicles, and grid-scale energy storage [17,20]. The Li-ion battery market was estimated at $44 billion in 2020, with projections reaching $135 billion by 2030 [23].
- Lithium polymer batteries (Li-Po) utilize polymer electrolytes instead of liquid electrolytes used in conventional lithium-ion batteries [17,24]. Their key component is the polymer electrolyte, which serves as both the separator between the electrodes and the medium for lithium ion transport. Polymer electrolytes offer several advantages over liquid electrolytes that make them attractive for commercial batteries. These include better safety due to the absence of volatile organic solvents, excellent flexibility and processability in thin films, the ability to suppress lithium dendrite growth, and the potential for all-solid-state battery configurations [24]. However, developing polymer electrolytes with high ionic conductivity comparable to liquid electrolytes along with adequate mechanical strength remains a key challenge [17,24].
- Sodium-ion batteries (SIBs) are being explored as a potential low-cost alternative to Li-ion batteries for stationary energy storage [1]. SIBs offer certain advantages, including the potential for high-performance electrode materials, rapid sodium ion diffusion, lower manufacturing costs, and improved safety properties. However, SIBs also face challenges, such as their lower operation voltage, structural changes during sodium insertion, and the reactivity of sodium metal [25].
- Lithium–sulfur (Li-S) batteries have attracted great interest owing to sulfur’s high theoretical capacity of 1675 mAh/g enabling significantly higher energy density compared to lithium-ion batteries [26]. The low cost and abundance of sulfur also confer economic advantages. However, Li-S batteries face multiple challenges, including the insulating nature of sulfur, dissolution of intermediate polysulfides into electrolytes, causing capacity loss, and volume changes during cycling degrading the cathode [27]. Considerable research has focused on addressing these issues through nanostructured sulfur–carbon composite cathodes, interlayers to inhibit the polysulfide shuttle effect [26], and protective coatings for the lithium metal anode. New strategies are required to enable Li-S batteries for real-world applications, including conductive and robust cathode hosts, catalytic promoters to facilitate redox kinetics, tailored multi-component electrolytes, and sustainable protection of lithium anodes [28].
- Lithium–selenium (Li-Se) batteries are also being studied as alternatives owing to selenium’s high electrical conductivity compared to sulfur in Li-S batteries [29,30]. However, similar shuttle effect challenges arise from dissolved lithium polyselenide intermediates. In [29], this issue was addressed through a strategy of manipulating the redox pathway using the organoselenide electrolyte additive diphenyl diselenide (DPDSe). Optimizing the DPDSe to Se ratio improved the battery performance, resulting in over 1000 mAh/g initial capacity and 600 mAh/g retention over 250 cycles. In [30], selenium’s poor electrical conductivity and its large volume changes during cycling leading to capacity fading were addressed by using novel graphitized hierarchical porous carbon (HPC)/selenium composites as cathode hosts. This resulted in enhanced conductivity, elastic buffering of volume changes, and uniform dispersion of selenium.
3. Battery Recycling Technologies
3.1. Alkaline, Ni-Cd, and Ni-MH Battery Recycling
3.1.1. Mechanical Separation
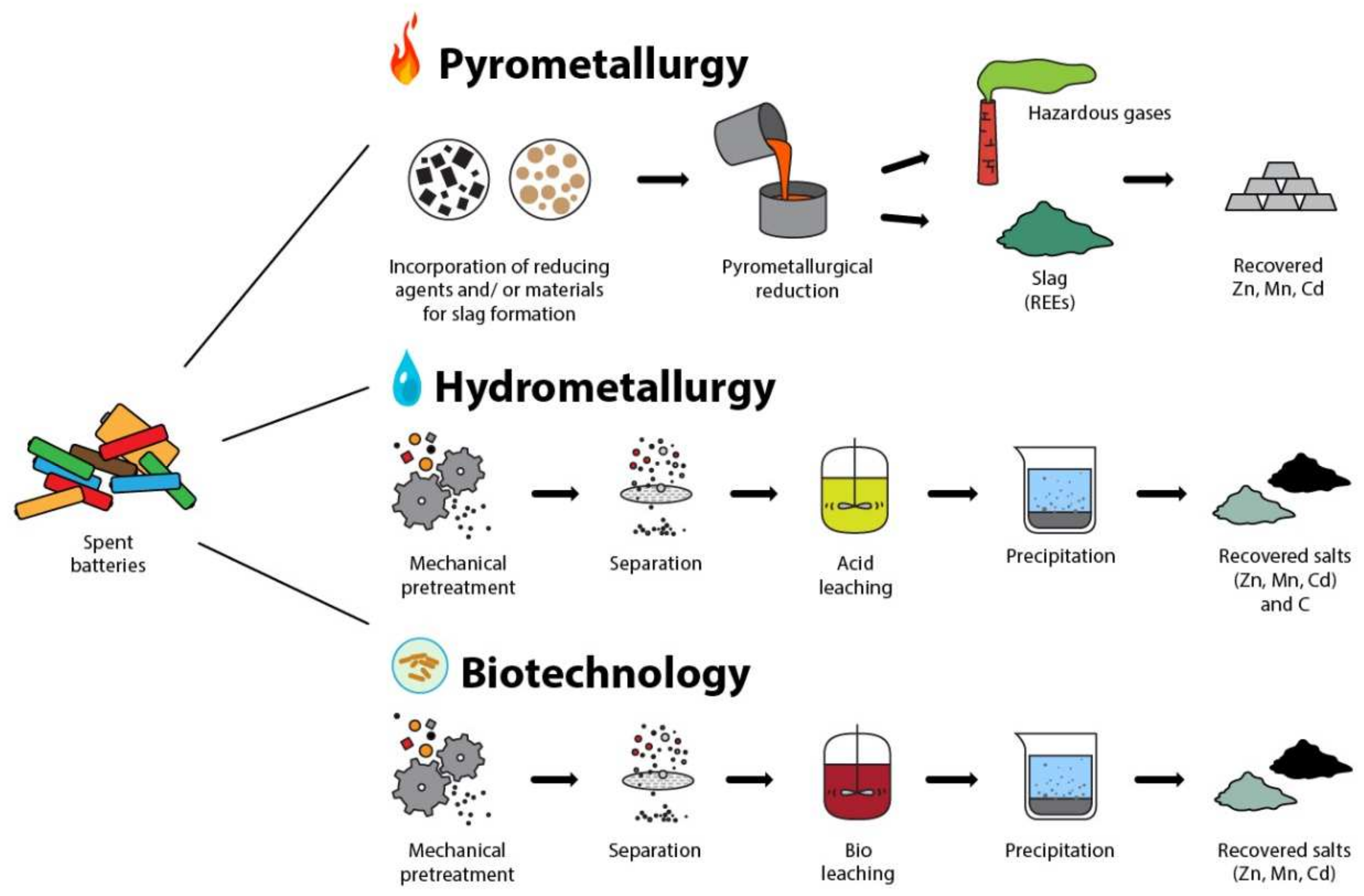
3.1.2. Pyrometallurgical Processes
3.1.3. Hydrometallurgical Processes
- Alkaline Leaching: Uses a strong base, like NaOH, to selectively leach Zn but not Mn. Around 38–83% Zn extraction is reported, but less than 1% Mn extraction, which confirms high selectivity for Zn.
- Complexation Leaching: Uses ligands, like ammonium compounds, to form soluble Zn complexes, enabling selective Zn leaching under mild conditions. Up to 83% Zn extraction was achieved.
- Acid Leaching: The most common acid is H2SO4. Partially dissolves Zn and Mn oxides, extracting 13–40% Mn and >86% Zn. Not selective for either metal.
- Reductive Acid Leaching: Adds a reducing agent, like glucose, to fully reduce and dissolve Mn oxides. Achieves up to 98% Mn and 100% Zn extraction.
3.1.4. Biotechnological Approaches

3.2. Lithium-Ion Battery Recycling
3.2.1. Mechanical Preprocessing
3.2.2. Pyrometallurgical Treatment
- Pre-concentrating metals by converting compounds, like metal oxides or phosphates, to metals through pyrolysis and reduction reactions at elevated temperatures [47].
3.2.3. Hydrometallurgical Recycling
- Umicore ValéasTM: Developed by Umicore in Belgium, this process has a capacity of 7000 tons/year. It involves pyrometallurgy (smelting in a shaft furnace) followed by hydrometallurgy (leaching) to recover cobalt, nickel, copper, and iron. Other materials, like aluminum, lithium, and graphite are lost.
- Sumitomo–Sony: Developed jointly by Sumitomo Metal Mining and Sony in Japan, this process has a capacity of 150 tons/year. It uses calcination followed by pyrometallurgical smelting and hydrometallurgical leaching to recover cobalt oxide and a cobalt–nickel–iron alloy. Lithium and other materials are lost.
- Retriev Technologies: Originally called Toxco, this US-based process has a capacity of 4500 tons/year. It uses mechanical processing followed by precipitation to recover lithium carbonate, metal oxides, steel, copper, and cobalt. Plastics are lost.
- Recupyl Valibat: Developed in France, this process has a capacity of 110 tons/year. It uses mechanical processing followed by hydrolysis and leaching to recover lithium carbonate, lithium phosphate, steel, copper, and cobalt. Graphite is lost.
- Accurec: Developed in Germany, this process combines mechanical, pyrometallurgical, and hydrometallurgical methods to recover lithium carbonate and a cobalt–nickel–manganese alloy. Polymers and graphite are lost.
- Battery Resources: This US process uses mechanical processing and hydrometallurgy to recover lithium carbonate and nickel–manganese–cobalt hydroxide suitable for cathode production. Electrolyte is lost.
- LithoRec: Developed in Germany with a capacity of 2000 tons/year, this process focuses on recycling traction LIBs. It uses extensive mechanical processing and hydrometallurgy to recover lithium salts and metal oxides. Electrolyte is lost.
- OnTo Technology: This US process aims to recover cathode, anode, and metals using mechanical, pyrometallurgical, and hydrometallurgical steps. Only polymers are lost.
- Aalto University Process: A theoretical Finnish process using mechanical, pyrometallurgical, and hydrometallurgical operations to recover almost all LIB materials. Only minor losses occur.
- LIFE LiBAT (LIFE16 ENV/IT/000389) [58] aimed to develop and demonstrate an innovative technological solution for recycling primary lithium batteries, particularly lithium–manganese batteries. It integrated mechanical pretreatment with a hydrometallurgical treatment in a prototype plant in Italy, with a processing capacity of 50 kg per day. The project team achieved 67% lithium recovery at 99.8% purity along with 70% total material recovery, exceeding targets set in the Battery Directive. Compared to conventional pyrometallurgical recycling, the process reduced energy consumption by 82% and greenhouse gas emissions by 91%. Economic analysis showed the process is profitable at scales above 500 tons per year. The technology has the potential to be adapted for recycling lithium-ion batteries as well.
- LIFE DRONE (LIFE19 ENV/IT/000520) [59] aims to develop a novel hydrometallurgical recycling process for lithium-ion batteries to recover graphite and directly resynthesize nickel–manganese–cobalt (NMC) cathode material. This avoids having to separate individual metals, reducing costs. A prototype plant will treat 1350 kg of electrode powder from 3 tons of batteries to produce 660 kg of NMC oxide. The process is expected to increase Ni, Co, and Mn recovery to 90% at 99% purity while reducing operating costs by 75% and wastewater by 85% compared to current methods.
- CROCODILE projects (H2020 GAn°776473) [60] demonstrated a zero-waste European cobalt value chain combining advanced primary and secondary resource metallurgy that enhances sustainability, competitiveness, and strategic autonomy. The project developed and demonstrated innovative metallurgical systems to recover cobalt from diverse European primary and secondary sources, including waste streams, like spent batteries and catalysts. The project showcased synergistic technologies based on advanced pyrometallurgy, hydrometallurgy, biohydrometallurgy, ion metallurgy, and electrometallurgy that can be integrated into existing industrial cobalt recovery processes, enhancing the efficiency, economics, and sustainability of European cobalt production.
- The RHINOCEROS project (H2020 GAn°101069685) [61] aims to develop and demonstrate smart robotic sorting and dismantling technology to enable the automation of a lithium-ion battery repurposing production line. When direct reuse of batteries is not feasible, the project will research innovative recycling routes to recover all materials in lithium-ion batteries including metals, graphite, fluorinated compounds, electrolytes, polymers, and electrode materials. The project will utilize end-of-life electric vehicles and stationary storage batteries as feedstocks. By showing an integrated European recycling value chain for these key lithium-ion battery applications, RHINOCEROS can help decrease EU dependence on imported critical raw materials, like lithium, cobalt, and graphite.
- The BATRAW project [62] aims to develop and demonstrate two recycling systems for end-of-life electric vehicle batteries and portable consumer batteries. These systems will contribute to generating secondary streams of critical raw materials and battery materials with strategic importance for the rapidly growing EU battery market. BATRAW also plays a role in reducing EU dependence on imported critical raw materials.Beyond recycling, the project promotes overall battery sustainability and circularity through new procedures for battery repair, reuse, eco-design, and supply chain transparency via a blockchain raw material tracking platform. Guidelines will also be provided for safe battery transport and handling.Through its dual recycling pilots, complementary sustainability initiatives, and comprehensive stakeholder engagement, BATRAW aims to foster a circular battery value chain in Europe that enhances strategic autonomy for critical materials while aligning with the EU’s sustainability goals.
- The RESPECT project [63], funded under the EU’s Horizon Europe and BATT4EU partnership, aims to transform and strengthen lithium-ion battery recycling in Europe by taking a holistic approach covering the entire recycling value chain from collection logistics to innovative treatment processes. RESPECT considers diverse lithium-ion battery types, states of health, and applications as feedstocks. Its key objective is developing a flexible, safe recycling process at the module level. This encompasses pretreatment, like deactivation, accessing active materials, hydrometallurgy, and direct recycling based on green innovations. The goals of the project include achieving over 90% weight recovery efficiency and reinforcing the security of supply and strategic autonomy by enabling a sustainable circular battery economy in Europe.
3.2.4. Emerging Technologies
Direct Recycling
Biotechnological Methods
3.3. Lithium-Polymer Battery Recycling

4. Current Challenges in Battery Recycling
4.1. Economic Challenges
- High upfront capital cost [3,11,32,69,70,71]: Constructing recycling plants requires extensive initial investments estimated between $100–500 million for large facilities. Significant funding is needed for specialized equipment, facilities, permits, and skilled personnel. This necessitates strategic partnerships and substantial financing.
- High operating costs [32,72]: Battery recycling incurs ongoing costs for skilled labor, energy, chemicals, maintenance, compliance, and waste management. For hydrometallurgy, acids, and organic reagents contribute significantly to expenses. Pyrometallurgy is highly energetically demanding and requires extensive emission control systems. Cost-optimization across diverse battery chemistries is essential.
- Low material value recovery [7,11,72]: Recycling processes often cannot recover the full material value due to losses from slag, emissions, or low-purity products. This leads to lower revenues compared to mining costs. Improving yields and purity through emerging techniques, like direct recycling, is critical to enhancing value.
- Lack of economies of scale [3,6,8,11,12,70,71]: Most recycling facilities remain small-scale demonstrations or pilots, unable to realize the benefits of scale. Modular plants could allow incremental capacity increases responsive to regional battery waste volumes. Automation and process intensification are also needed.
4.2. Environmental Impacts
- Reagent consumption [6]: Strong inorganic acids, organics, like kerosene, and specialty solvents are used in large quantities, especially in hydrometallurgical recovery. Scaling recycling technologies with lower reagent intensity is vital.
4.3. Safety Concerns
- Fire and explosion hazards [4,7,44]: Finely divided metals, like lithium and cobalt, can be reactive and combustible. Thermal runaway of damaged lithium-ion batteries can lead to fires during processing. Preheating, passivation, deluge systems, and explosion containment help manage risks during shredding and sorting.
- Electrolyte hazards [73]: Electrolytes contain corrosive and toxic salts, like LiPF6. Worker exposure must be minimized during dismantling. Moderate temperatures with ventilation are needed when opening cells to avoid gas releases.
- Waste treatment risks: Sludges washed with sulfuric acid to remove metals can undergo exothermic acid–sulphate reactions, releasing toxic SO2, if not properly neutralized [74]. Chemical incompatibility awareness is critical.
4.4. Collection and Sorting Methods
- Diffused waste streams [3]: Myriad consumer devices and industrial uses, besides electric vehicles, generate geographically dispersed waste batteries. Effective collection infrastructure and public participation incentives are essential.
- Identification and diagnostics [75]: Proper sorting requires clear battery labeling, barcodes, and marking. Performance diagnostics would allow selective secondary use or recycling but add complexity in dismantling. Standardization would benefit recycling facilities.
- Commingled waste [12]: Municipal waste streams can blend various battery types and brands. Identifying, selectively dismantling, and routing specific batteries to optimized recycling processes is difficult. Advanced sensor-based sorting technology could assist in separation.
- Illegal dumping [76]: Lack of treatment options motivates illegal dumping of spent batteries, resulting in environmental contamination and resource losses. Strong regulations with compliance monitoring and enforcement are critical.
- Cross-border flows [4]: Complex transboundary movements of battery waste occur between nations. Harmonizing international collection and shipping regulations while prohibiting illegal trafficking improves recycling access.
4.5. Regulations and Policy Frameworks
- Responsibility attribution [75]: Policies should establish unambiguous producer versus consumer responsibility for battery recycling costs and logistics.
- Recycling targets [4]: Many nations are starting to stipulate mandatory recycling rates for rechargeable batteries between 50 to 70%. Achieving high collection and recycling targets requires coordinated regulatory efforts.
- Recycled content mandates [75]: Requiring minimum recycled content thresholds in new batteries, like the proposed 10% for the EU Battery Regulation, would drive demand and improve recycling economics.
- Safety and environmental standards [4]: Consistent standards for facility emissions, occupational exposure limits, waste handling, and transportation safeguards tailored for batteries should be instituted while allowing technological flexibility.
4.6. Limited Infrastructure
- Few commercial facilities [12]: Most recycling plants remain pilot-scale operations focused on demonstrating technologies instead of processing large volumes. Wider deployment of commercial recycling facilities globally is essential.
- Underdeveloped logistics networks [72]: Optimized collection points, reverse logistics channels, and transportation infrastructure are needed to link waste batteries to recycling hubs while minimizing costs and emissions.
5. Future Prospects and Emerging Technologies
5.1. Enhanced Sorting and Collection Techniques
5.2. Advanced Battery Design for Recycling
5.3. Innovative Separation and Recovery Processes
5.4. Battery-to-Battery Recycling
5.5. Automation and Robotics in Recycling Facilities
5.6. Technological Integration and Process Optimization
5.7. Circular Economy Approaches
6. Conclusions
- Mechanical preprocessing, like shredding and sieving facilitates, the separation and sorting of battery components. Magnetic, density and sensor-based methods further enable targeted material streams.
- Pyrometallurgy exploits high-temperature processing to recover metals. Steps, like smelting and thermal treatment, extract an alloy for refining. However, extensive emissions controls are necessitated.
- Hydrometallurgy involves aqueous chemistry techniques to selectively dissolve and separate battery metals. Leaching, solvent extraction, precipitation, and electrolysis are implemented for purification.
- Biohydrometallurgy employs microbes for cleaner and more targeted metal extractions but requires process optimization. Electrochemical methods also increasingly assist separations.
- Lithium-ion battery recycling poses challenges due to diverse cathode chemistries and reactivity. Cryogenic shredding, direct cathode rejuvenation, and biotechnologies are emerging alternatives.
- Economic factors, infrastructure limitations, policy frameworks, environmental impacts, and safety risks pose key challenges for advancing battery recycling.
- Future prospects encompass automation, process intensification, battery design for recycling, closed-loop integration, and circular economy business models.
6.1. Summary of Current Challenges
- High capital and operating costs make it difficult for recycling economics to compete with primary mining. Low material value recovery further hinders revenues.
- Processes, like pyrometallurgy and hydrometallurgy, have high energy, water, and chemical use leading to environmental burdens. Slags and effluents require extensive treatment.
- Safety risks from battery fires, explosions, reactive dust, and toxic exposures necessitate stringent controls during handling and recycling.
- Diffused waste streams, commingled sources, and illegal dumping impede efficient collection. Advanced sorting is also needed at facilities.
- Unclear regulatory frameworks regarding producer versus consumer liability limit investment. Mandates for recycling rates and recycled content can drive growth.
- Infrastructure limitations, like few commercial facilities, underdeveloped logistics networks, and insufficient training programs, restrict widespread adoption.
- Immature recycling technologies, especially for emerging battery chemistries and form factors, require further applied R&D to scale up.
6.2. Future Directions and Recommendations
- Improving economics via increased scale, automation, modularization, and diversified revenue streams for recycling facilities.
- Advancing technologies, like direct cathode recovery, bioleaching, electrolysis, and integrated recycling lines to enhance efficiency.
- Designing future batteries for recycling through modularity, disassembly features, and standardized components.
- Expanding collection networks through consumer incentives and industry partnerships for takeback programs.
- Developing policies that set ambitious yet feasible recycling targets along with recycled content mandates.
- Fostering R&D across lithium-ion chemistries as well as emerging battery types to broaden recyclability.
- Embracing circular economy thinking and business models, like product-as-service and reuse/remanufacturing.
- Recyclers can demonstrate integrated pilot facilities and pursue modularization, automation, and process optimization.
- Battery manufacturers need to engage recyclers early in the design process to consider recyclability.
- Government agencies should institute standards mandating recycling rates, facility emissions limits, and material disclosures.
- Corporations can partner with recyclers on battery takeback logistics and provide consumer recycling education.
- Academia can develop recycling training programs and collaborate with the industry on applied R&D.
Author Contributions
Funding
Conflicts of Interest
References
- Šimić, Z.; Topić, D.; Knežević, G.; Pelin, D. Battery energy storage technologies overview. Int. J. Electr. Comput. Eng. Syst. 2021, 12, 53–65. [Google Scholar] [CrossRef]
- Morris, M. Comparison of rechargeable battery technologies. ASME Early Career Tech. J. 2012, 11, 148–155. [Google Scholar]
- Ma, X.; Azhari, L.; Wang, Y. Li-ion battery recycling challenges. Chem 2021, 7, 2843–2847. [Google Scholar] [CrossRef]
- Bird, R.; Baum, Z.J.; Yu, X.; Ma, J. The Regulatory Environment for Lithium-Ion Battery Recycling. ACS Energy Lett. 2022, 7, 736–740. [Google Scholar] [CrossRef]
- Lai, X.; Huang, Y.; Deng, C.; Gu, H.; Han, X.; Zheng, Y.; Ouyang, M. Sorting, regrouping, and echelon utilization of the large-scale retired lithium batteries: A critical review. Renew. Sustain. Energy Rev. 2021, 146, 111162. [Google Scholar] [CrossRef]
- Heath, G.A.; Ravikumar, D.; Hansen, B.; Kupets, E. A critical review of the circular economy for lithium-ion batteries and photovoltaic modules—Status, challenges, and opportunities. J. Air Waste Manag. Assoc. 2022, 72, 478–539. [Google Scholar] [CrossRef]
- Zhou, M.; Li, B.; Li, J.; Xu, Z. Pyrometallurgical Technology in the Recycling of a Spent Lithium Ion Battery: Evolution and the Challenge. ACS ES&T Eng. 2021, 1, 1369–1382. [Google Scholar] [CrossRef]
- Chen, X.; Chen, Y.; Zhou, T.; Liu, D.; Hu, H.; Fan, S. Hydrometallurgical recovery of metal values from sulfuric acid leaching liquor of spent lithium-ion batteries. Waste Manag. 2015, 38, 349–356. [Google Scholar] [CrossRef]
- Kang, D.H.P.; Chen, M.; Ogunseitan, O.A. Potential Environmental and Human Health Impacts of Rechargeable Lithium Batteries in Electronic Waste. Environ. Sci. Technol. 2013, 47, 5495–5503. [Google Scholar] [CrossRef]
- Mrozik, W.; Rajaeifar, M.A.; Heidrich, O.; Christensen, P. Environmental impacts, pollution sources and pathways of spent lithium-ion batteries. Energy Environ. Sci. 2021, 14, 6099–6121. [Google Scholar] [CrossRef]
- Martínez, V.; Valio, J.; Aarnio, S.; Reuter, M.; Guerrero, S. A Critical Review of Lithium-Ion Battery Recycling Processes from a Circular Economy Perspective. Batteries 2019, 5, 68. [Google Scholar] [CrossRef]
- Neumann, J.; Petranikova, M.; Meeus, M.; Gamarra, J.D.; Younesi, R.; Winter, M.; Nowak, S. Recycling of Lithium-Ion Batteries—Current State of the Art, Circular Economy, and Next Generation Recycling. Adv. Energy Mater. 2022, 12, 2102917. [Google Scholar] [CrossRef]
- Swain, B. Recovery and recycling of lithium: A review. Sep. Purif. Technol. 2017, 172, 388–403. [Google Scholar] [CrossRef]
- Wu, X.; Ma, J.; Wang, J.; Zhang, X.; Zhou, G.; Liang, Z. Progress, Key Issues, and Future Prospects for Li-Ion Battery Recycling. Glob. Chall. 2022, 6, 2200067. [Google Scholar] [CrossRef] [PubMed]
- Koohi-Fayegh, S.; Rosen, M. A review of energy storage types, applications and recent developments. J. Energy Storage 2020, 27, 101047. [Google Scholar] [CrossRef]
- Blumbergs, E.; Serga, V.; Platacis, E.; Maiorov, M.; Shishkin, A. Cadmium Recovery from Spent Ni-Cd Batteries: A Brief Review. Metals 2021, 11, 1714. [Google Scholar] [CrossRef]
- Julien, C.; Mauger, A.; Vijh, A.; Zaghib, K. Lithium Batteries. In Science and Technology; Springer: Cham, Switzerland, 2016. [Google Scholar]
- Sadeghi, S.M.; Jesus, J.; Soares, H.M. A critical updated review of the hydrometallurgical routes for recycling zinc and manganese from spent zinc-based batteries. Waste Manag. 2020, 113, 342–350. [Google Scholar] [CrossRef]
- Pradhan, S.; Nayak, R.; Mishra, S. A review on the recovery of metal values from spent nickel metal hydride and lithium-ion batteries. Int. J. Environ. Sci. Technol. 2021, 19, 4537–4554. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, B.; Li, Q.; Cartmell, S.; Ferrara, S.; Deng, Z.D.; Xiao, J. Lithium and lithium ion batteries for applications in microelectronic devices: A review. J. Power Sources 2015, 286, 330–345. [Google Scholar] [CrossRef]
- Falk, S.U.; Salkind, A.J. Alkaline Storage Batteries; Britannica: Edinburgh, UK, 1969. [Google Scholar]
- Sayilgan, E.; Kukrer, T.; Civelekoglu, G.; Ferella, F.; Akcil, A.; Veglio, F.; Kitis, M. A review of technologies for the recovery of metals from spent alkaline and zinc–carbon batteries. Hydrometallurgy 2009, 97, 158–166. [Google Scholar] [CrossRef]
- Markets and Markets. Li-Ion (Lithium Ion) Battery Market Size, Share, Industry Trends, Companies, Growth Analysis 2031. Available online: https://www.marketsandmarkets.com/Market-Reports/lithium-ion-battery-market-49714593.html (accessed on 24 July 2023).
- Long, L.; Wang, S.; Xiao, M.; Meng, Y. Polymer electrolytes for lithium polymer batteries. J. Mater. Chem. A 2016, 4, 10038–10069. [Google Scholar] [CrossRef]
- Hwang, J.-Y.; Myung, S.-T.; Sun, Y.-K. Sodium-ion batteries: Present and future. Chem. Soc. Rev. 2017, 46, 3529–3614. [Google Scholar] [CrossRef] [PubMed]
- Zhao, M.; Li, B.-Q.; Zhang, X.-Q.; Huang, J.-Q.; Zhang, Q. A Perspective toward Practical Lithium–Sulfur Batteries. ACS Cent. Sci. 2020, 6, 1095–1104. [Google Scholar] [CrossRef] [PubMed]
- Seh, Z.W.; Sun, Y.; Zhang, Q.; Cui, Y. Designing high-energy lithium–sulfur batteries. Chem. Soc. Rev. 2016, 45, 5605–5634. [Google Scholar] [CrossRef]
- Gao, N.; Li, B.; Zhang, Y.; Li, W.; Li, X.; Zhao, J.; Yue, W.; Xing, Z.; Wang, B. CoFe Alloy-Decorated Interlayer with a Synergistic Catalytic Effect Improves the Electrochemical Kinetics of Polysulfide Conversion. ACS Appl. Mater. Interfaces 2021, 13, 57193–57203. [Google Scholar] [CrossRef]
- Zhao, J.; Guo, W.; Fu, Y. Performance enhancement of Li–Se batteries by manipulating redox reactions pathway. Mater. Today Energy 2020, 17, 100442. [Google Scholar] [CrossRef]
- Cheng, L.; Ma, C.; Lu, W.; Wang, X.; Yue, H.; Zhang, D.; Xing, Z. A graphitized hierarchical porous carbon as an advanced cathode host for alkali metal-selenium batteries. Chem. Eng. J. 2022, 433, 133527. [Google Scholar] [CrossRef]
- Anoopkumar, V.; John, B.; Td, M. Potassium-Ion Batteries: Key to Future Large-Scale Energy Storage? ACS Appl. Energy Mater. 2020, 3, 9478–9492. [Google Scholar] [CrossRef]
- Gasper, P.; Hines, J.; Miralda, J.P.; Bonhomme, R.; Schaufeld, J.; Apelian, D.; Wang, Y. Economic Feasibility of a Mechanical Separation Process for Recycling Alkaline Batteries. J. New Mater. Electrochem. Syst. 2013, 16, 297–304. [Google Scholar] [CrossRef]
- Hu, X.; Robles, A.; Vikström, T.; Väänänen, P.; Zackrisson, M.; Ye, G. A novel process on the recovery of zinc and manganese from spent alkaline and zinc-carbon batteries. J. Hazard. Mater. 2021, 411, 124928. [Google Scholar] [CrossRef]
- Silvestri, L.; Forcina, A.; Silvestri, C.; Traverso, M. Circularity potential of rare earths for sustainable mobility: Recent developments, challenges and future prospects. J. Clean. Prod. 2021, 292, 126089. [Google Scholar] [CrossRef]
- Loudiki, A.; Matrouf, M.; Azriouil, M.; Laghrib, F.; Farahi, A.; Bakasse, M.; Lahrich, S.; El Mhammedi, M. Graphene oxide synthesized from zinc-carbon battery waste using a new oxidation process assisted sonication: Electrochemical properties. Mater. Chem. Phys. 2021, 275, 125308. [Google Scholar] [CrossRef]
- Skrzekut, T.; Piotrowicz, A.; Noga, P.; Wędrychowicz, M.; Bydałek, A.W. Studies of Selective Recovery of Zinc and Manganese from Alkaline Batteries Scrap by Leaching and Precipitation. Materials 2022, 15, 3966. [Google Scholar] [CrossRef] [PubMed]
- Andrade-Tacca, C.A.; Ortiz-Valdivia, Y.A.; Patiño-Patiño, R.L.; Asto-Vera, J.A.; Puma-Suca, V.N. Electrochemical Recovery of MnO2 from Spent Alkaline Batteries. J. Mater. Met. Eng. Mater. Met. Eng. 2019, 9, 9–16. [Google Scholar] [CrossRef]
- Roriz, E.R.R.; Espinosa, D.C.R.; Tenório, J.A.S. Battery recycling: Effect of current density on manganese recovery through electrolytic process. Braz. J. Chem. Eng. 2016, 33, 271–277. [Google Scholar] [CrossRef]
- Moosakazemi, F.; Ghassa, S.; Jafari, M.; Chelgani, S.C. Bioleaching for Recovery of Metals from Spent Batteries—A Review. Miner. Process. Extr. Met. Rev. 2022, 1–11. [Google Scholar] [CrossRef]
- Marcincakova, R.; Kadukova, J.; Mrazikova, A.; Velgosova, O.; Luptakova, A.; Ubaldini, S. Metal bioleaching from spent lithium-ion batteries using acidophilic bacterial strains. Inżynieria Miner. 2016, 17, 117–120. [Google Scholar]
- Biswal, B.K.; Balasubramanian, R. Recovery of valuable metals from spent lithium-ion batteries using microbial agents for bioleaching: A review. Front. Microbiol. 2023, 14, 1197081. [Google Scholar] [CrossRef]
- Nazerian, M.; Bahaloo-Horeh, N.; Mousavi, S.M. Enhanced bioleaching of valuable metals from spent lithium-ion batteries using ultrasonic treatment. Korean J. Chem. Eng. 2023, 40, 584–593. [Google Scholar] [CrossRef]
- Yu, W.; Guo, Y.; Xu, S.; Yang, Y.; Zhao, Y.; Zhang, J. Comprehensive recycling of lithium-ion batteries: Fundamentals, pretreatment, and perspectives. Energy Storage Mater. 2023, 54, 172–220. [Google Scholar] [CrossRef]
- Liu, J.; Bai, X.; Hao, J.; Wang, H.; Zhang, T.; Tang, X.; Wang, S.; He, Y. Efficient liberation of electrode materials in spent lithium-ion batteries using a cryogenic ball mill. J. Environ. Chem. Eng. 2021, 9, 106017. [Google Scholar] [CrossRef]
- Kay, I.; Farhad, S.; Mahajan, A.; Esmaeeli, R.; Hashemi, S.R. Robotic Disassembly of Electric Vehicles’ Battery Modules for Recycling. Energies 2022, 15, 4856. [Google Scholar] [CrossRef]
- Wang, W.; Wu, Y. An overview of recycling and treatment of spent LiFePO 4 batteries in China. Resour. Conserv. Recycl. 2017, 127, 233–243. [Google Scholar] [CrossRef]
- Assefi, M.; Maroufi, S.; Yamauchi, Y.; Sahajwalla, V. Pyrometallurgical recycling of Li-ion, Ni–Cd and Ni–MH batteries: A minireview. Curr. Opin. Green Sustain. Chem. 2020, 24, 26–31. [Google Scholar] [CrossRef]
- Makuza, B.; Tian, Q.; Guo, X.; Chattopadhyay, K.; Yu, D. Pyrometallurgical options for recycling spent lithium-ion batteries: A comprehensive review. J. Power Sources 2021, 491, 229622. [Google Scholar] [CrossRef]
- Meegoda, J.N.; Malladi, S.; Zayas, I.C. End-of-Life Management of Electric Vehicle Lithium-Ion Batteries in the United States. Clean Technol. 2022, 4, 1162–1174. [Google Scholar] [CrossRef]
- Zheng, X.; Gao, W.; Zhang, X.; He, M.; Lin, X.; Cao, H.; Zhang, Y.; Sun, Z. Spent lithium-ion battery recycling—Reductive ammonia leaching of metals from cathode scrap by sodium sulphite. Waste Manag. 2016, 60, 680–688. [Google Scholar] [CrossRef]
- Schiavi, P.G.; Zanoni, R.; Branchi, M.; Marcucci, C.; Zamparelli, C.; Altimari, P.; Navarra, M.A.; Pagnanelli, F. Resynthesis of NMC111 Cathodic Material from Real Waste Lithium Ion Batteries. ACS Sustain. Chem. Eng. 2021, 86, 463–468. [Google Scholar] [CrossRef]
- Schiavi, P.G.; Zanoni, R.; Branchi, M.; Marcucci, C.; Zamparelli, C.; Altimari, P.; Navarra, M.A.; Pagnanelli, F. Upcycling Real Waste Mixed Lithium-Ion Batteries by Simultaneous Production of rGO and Lithium-Manganese-Rich Cathode Material. ACS Sustain. Chem. Eng. 2021, 9, 13303–13311. [Google Scholar] [CrossRef]
- Tan, D.H.S.; Xu, P.; Chen, Z. Enabling sustainable critical materials for battery storage through efficient recycling and improved design: A perspective. MRS Energy Sustain. 2020, 7, 27. [Google Scholar] [CrossRef]
- Peeters, N.; Binnemans, K.; Riaño, S. Solvometallurgical recovery of cobalt from lithium-ion battery cathode materials using deep-eutectic solvents. Green Chem. 2020, 22, 4210–4221. [Google Scholar] [CrossRef]
- Shi, K.; Luo, M.; Ying, J.; Zhen, S.; Xing, Z.; Chen, R. Extraction of Lithium from Single-Crystalline Lithium Manganese Oxide Nanotubes Using Ammonium Peroxodisulfate. iScience 2020, 23, 101768. [Google Scholar] [CrossRef] [PubMed]
- Wang, M.; Liu, K.; Xu, Z.; Dutta, S.; Valix, M.; Alessi, D.S.; Huang, L.; Zimmerman, J.B.; Tsang, D.C.W. Selective Extraction of Critical Metals from Spent Lithium-Ion Batteries. Environ. Sci. Technol. 2023, 57, 3940–3950. [Google Scholar] [CrossRef] [PubMed]
- Zheng, H.; Dong, T.; Sha, Y.; Jiang, D.; Zhang, H.; Zhang, S. Selective Extraction of Lithium from Spent Lithium Batteries by Functional Ionic Liquid. ACS Sustain. Chem. Eng. 2021, 9, 7022–7029. [Google Scholar] [CrossRef]
- LIFE 3.0—LIFE Project Public Page. Direct Production of New Electrode Materials from Battery Recycling. Available online: https://webgate.ec.europa.eu/life/publicWebsite/project/details/5310 (accessed on 4 July 2023).
- LIFE 3.0—LIFE Project Public Page. Recycling of Primary Lithium Battery by Mechanical and Hydrometallurgical Operations. Available online: https://webgate.ec.europa.eu/life/publicWebsite/index.cfm?fuseaction=search.dspPage&n_proj_id=6378 (accessed on 4 July 2023).
- First of a Kind Commercial Compact System for the Efficient Recovery of Cobalt Designed with Novel Integrated Leading Technologies—Recovering Cobalt. Available online: https://h2020-crocodile.eu/ (accessed on 4 July 2023).
- Rhinoceros Project. Available online: https://www.rhinoceros-project.eu/ (accessed on 4 July 2023).
- Recycling of End of Life Battery Packs for Domestic Raw Material Supply Chains and Enhanced Circular Economy. Available online: https://cordis.europa.eu/project/id/101058359 (accessed on 4 July 2023).
- Flexible, Safe and Efficient Recycling of Li-Ion Batteries for a Competitive, Circular, and Sustainable European Battery Manufacturing Industry. Available online: https://cordis.europa.eu/project/id/101069865 (accessed on 4 July 2023).
- Montoya, A.T.; Yang, Z.; Dahl, E.U.; Pupek, K.Z.; Polzin, B.; Dunlop, A.; Vaughey, J.T. Direct Recycling of Lithium-Ion Battery Cathodes: A Multi-Stage Annealing Process to Recover the Pristine Structure and Performance. ACS Sustain. Chem. Eng. 2022, 10, 13319–13324. [Google Scholar] [CrossRef]
- Sloop, S.; Crandon, L.; Allen, M.; Koetje, K.; Reed, L.; Gaines, L.; Sirisaksoontorn, W.; Lerner, M. A direct recycling case study from a lithium-ion battery recall. Sustain. Mater. Technol. 2020, 25, e00152. [Google Scholar] [CrossRef]
- Doose, S.; Mayer, J.K.; Michalowski, P.; Kwade, A. Challenges in Ecofriendly Battery Recycling and Closed Material Cycles: A Perspective on Future Lithium Battery Generations. Metals 2021, 11, 291. [Google Scholar] [CrossRef]
- Gaustad, G.; Krystofik, M.; Bustamante, M.; Badami, K. Circular economy strategies for mitigating critical material supply issues. Resour. Conserv. Recycl. 2018, 135, 24–33. [Google Scholar] [CrossRef]
- Ecker, M.; Käbitz, S.; Laresgoiti, I.; Sauer, D.U. Parameterization of a Physico-Chemical Model of a Lithium-Ion Battery. J. Electrochem. Soc. 2015, 162, A1849–A1857. [Google Scholar] [CrossRef]
- Tran, L.-H.; Tanong, K.; Jabir, A.D.; Mercier, G.; Blais, J.-F. Hydrometallurgical Process and Economic Evaluation for Recovery of Zinc and Manganese from Spent Alkaline Batteries. Metals 2020, 10, 1175. [Google Scholar] [CrossRef]
- Heimes, H.H.; Bockey, G.; Kampker, A.; Dorn, B.; Offermanns, C.; Wennemar, S.; Clever, H.; Sasse, K.; Vienenkötter, J.; Locke, M.; et al. Battery Atlas 2022: Shaping the European Lithium-Ion Battery Industry; PEM of RWTH Aachen: Aken, Germany, 2022. [Google Scholar]
- Resilient Supply Chains in the Battery Industry. Publication of the Accompanying Research on Battery Cell Production on Behalf of the German Federal Ministry for Economic Affairs and Climate Action. II/2023 Analysis. Available online: https://www.ipcei-batteries.eu/fileadmin/Images/accompanying-research/publications/2023-03-BZF_Studie_Lieferketten-ENG.pdf (accessed on 23 July 2023).
- Thompson, D.; Hyde, C.; Hartley, J.M.; Abbott, A.P.; Anderson, P.A.; Harper, G.D. To shred or not to shred: A comparative techno-economic assessment of lithium ion battery hydrometallurgical recycling retaining value and improving circularity in LIB supply chains. Resour. Conserv. Recycl. 2021, 175, 105741. [Google Scholar] [CrossRef]
- Zhou, L.; Garg, A.; Zheng, J.; Gao, L.; Oh, K. Battery pack recycling challenges for the year 2030: Recommended solutions based on intelligent robotics for safe and efficient disassembly, residual energy detection, and secondary utilization. Energy Storage 2021, 3, e190. [Google Scholar] [CrossRef]
- Saeid, A.; Chojnacka, K. Sulfuric Acid. In Encyclopedia of Toxicology; Elsevier: Amsterdam, The Netherlands, 2014; pp. 424–426. [Google Scholar] [CrossRef]
- Halleux, V. New EU Regulatory Framework for Batteries: Setting Sustainability Requirements; EPRS: European Parliamentary Research Service: Brussles, Belgium, 2021; Available online: https://policycommons.net/artifacts/1426784/new-eu-regulatory-framework-for-batteries/2041309/ (accessed on 21 July 2023).
- Prates, L.; Karthe, D.; Zhang, L.; Wang, L.; O’connor, J.; Lee, H.; Dornack, C. Sustainability for all? The challenges of predicting and managing the potential risks of end-of-life electric vehicles and their batteries in the Global South. Environ. Earth Sci. 2023, 82, 143. [Google Scholar] [CrossRef]
- Masuch, S.; Gümbel, P.; Kaden, N.; Dröder, K. Applications and Development of X-ray Inspection Techniques in Battery Cell Production. Processes 2023, 11, 10. [Google Scholar] [CrossRef]
- Hou, H.; Cheng, L.; Richardson, T.; Chen, G.; Doeff, M.; Zheng, R.; Russo, R.; Zorba, V. Three-dimensional elemental imaging of Li-ion solid-state electrolytes using fs-laser induced breakdown spectroscopy (LIBS). J. Anal. At. Spectrom. 2015, 30, 2295–2302. [Google Scholar] [CrossRef]
- Wang, X.; Gu, Z.; Ang, E.H.; Zhao, X.; Wu, X.; Liu, Y. Prospects for managing end-of-life lithium-ion batteries: Present and future. Interdiscip. Mater. 2022, 1, 417–433. [Google Scholar] [CrossRef]
- Leite, D.d.S.; Carvalho, P.L.G.; de Lemos, L.R.; Mageste, A.B.; Rodrigues, G.D. Hydrometallurgical recovery of Zn(II) and Mn(II) from alkaline batteries waste employing aqueous two-phase system. Sep. Purif. Technol. 2018, 210, 327–334. [Google Scholar] [CrossRef]
- Weigl, D.; Young, D. Impact of automated battery sorting for mineral recovery from lithium-ion battery recycling in the United States. Resour. Conserv. Recycl. 2023, 192, 106936. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Battery Type | Recycling Technology | Advantages | Disadvantages |
|---|---|---|---|
| Alkaline, Ni-Cd, Ni-MH | Mechanical separation | Can handle diverse battery types and chemistries Separates metals from non-metals Scalable and flexible process | Does not recover pure metals Further refining steps needed Dismantling and size reduction required first |
| Pyrometallurgy | Effective for large-scale metal recovery | High energy consumption Hazardous emissions Slag waste generation | |
| Hydrometallurgy | Selective metal recovery High purity products | Multi-stage, complex processes High reagent consumption Effluent treatment required | |
| Lithium-Ion | Mechanical separation | Can handle diverse battery types and formats Separates metallic and non-metallic materials Facilitates further processing | Does not recover pure metals or compounds Further refining steps needed Pre-processing and size reduction required first |
| Pyrometallurgy | High throughput capability | High energy consumption Hazardous emissions Material losses to slag | |
| Hydrometallurgy | Selective recovery of materials High purity products | Complex multi-stage processes High reagent consumption Effluent treatment requirements | |
| All Battery Types | Biotechnological Methods | Environmentally friendly Energy efficient Selective leaching | Early development stage Process optimization required |
| All Battery Types | Direct Recycling | Reduces processing steps Maintains material value | Limited commercial viability currently |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Toro, L.; Moscardini, E.; Baldassari, L.; Forte, F.; Falcone, I.; Coletta, J.; Toro, L. A Systematic Review of Battery Recycling Technologies: Advances, Challenges, and Future Prospects. Energies 2023, 16, 6571. https://doi.org/10.3390/en16186571
Toro L, Moscardini E, Baldassari L, Forte F, Falcone I, Coletta J, Toro L. A Systematic Review of Battery Recycling Technologies: Advances, Challenges, and Future Prospects. Energies. 2023; 16(18):6571. https://doi.org/10.3390/en16186571
Chicago/Turabian StyleToro, Luigi, Emanuela Moscardini, Ludovica Baldassari, Flavia Forte, Ilario Falcone, Jacopo Coletta, and Lorenzo Toro. 2023. "A Systematic Review of Battery Recycling Technologies: Advances, Challenges, and Future Prospects" Energies 16, no. 18: 6571. https://doi.org/10.3390/en16186571